Cleanroom & laboratory humidification, dehumidification & humidity control
The correct humidity level in a cleanroom manufacturing environment is vital to maintain production yields and minimise waste. Even slight variations in humidity levels can cause coatings to dry too quickly, static to cause packaging problems or issues with sensitive printing applications.
These fine humidity tolerances can often not be achieved using standard humidifier or dehumidifier technology employed in office or other human health applications, so specialised humidification systems are needed.
As environmental conditions often need to be controlled 24/7, it is also important to consider a robust humidification strategy that takes into account necessary service requirements and ongoing operating costs and energy consumption.
By working alongside clients' R&D teams, Condair has managed to increase production yields in some cleanroom environments by as much as 60%. Through testing production at different humidities and then holding optimum levels indefinitely during manufacturing, wastage due to poor environmental control was virtually eliminated.
-
Humidity control in cleanrooms is important at the upper end of the spectrum to ensure that excessive humidity doesn’t cause condensation. This could encourage bacterial growth or corrosion. If humidity is too low, typically below 40%RH, then issues with electrostatic build-up can occur. This can cause problems with materials adhering to each other or uncomfortable electrostatic discharge (sparks) for personnel.
Materials used in cleanrooms or products being manufactured can also be directly impacted by the moisture content of the air. Moisture absorption or drying of materials can degrade their properties and inhibit production or research activities.
A mid-range humidity is also important for personnel comfort and health at both high and low humidity levels. Typically 40-60%RH is recommended for health and comfort. -
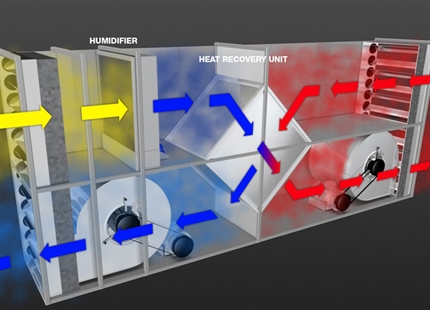
Humidifiers to increase humidity are available for both direct room humidification and also humidification via a central air handling unit (AHU). In-room units for cleanrooms inject moisture directly into a room’s atmosphere, whilst AHU humidification systems manage the humidity of the air being fed into a room, an area, such as a glovebox, or across a complete building.
Dehumidification systems offer the same choice of either in-room or centralised air treatment to reduce an atmosphere’s relative humidity.
The relative humidity of the air is dependent on its temperature. A specific volume of air with a set amount of moisture will vary in its relative humidity based upon its temperature. Warm air can hold more moisture than cold air. So as air is heated, its relative humidity drops even though it contains the same volume of water. Consistent temperature management is therefore vital in successfully controlling the relative humidity in a cleanroom. -
Cleanrooms frequently need very accurate humidity control. For this reason resistive steam humidifiers operating on reverse osmosis (RO) water are often the most appropriate type of humidification system for cleanrooms.
This technology boils water using a resistive heating element, similar to a kettle. By using reverse osmosis (mineral-free) water rather than regular mains water, mineral build-up in the boiling chamber is virtually eliminated. This avoids the need for routine flush cycles to control mineral concentrations and limescale build-up.
Flush cycles introduce cold water to the boiling chamber, so lead to a reduced water temperature, variations in steam output and therefore a drop-off in humidity output. So the RO water enables very consistent humidifier operation and accurate humidity control. -
There are two main types of dehumidifier technology – condensing and desiccant. Condensing dehumidifiers draw air across a cold surface and then send the condensation that forms to drain. Desiccant dehumidifiers absorb moisture by drawing it through a desiccant material, typically in a slow moving wheel. A section of the wheel is “regenerated” with hot air, which dries the desiccant, allowing it to continually absorb moisture.
The use of one technology over the other largely depends on the temperature of the air being treated and the level of control needed. Condensing technology is most effective with warmer conditions, as condensation is more easily formed. Therefore, in colder conditions, desiccant technology frequently offers a better solution. Desiccant dehumidifiers with fully modulating heater batteries can also offer a greater degree of accuracy with ±2%RH being possible whereas standard condensing systems typically offer ±10%RH.
Both types of dehumidifier generate heat during the drying process. Dehumidification system design must take into account temperature management. Dehumidifiers with cooling and heating options are available to achieve this or systems with remotely located condensers, which exhaust heat away from the application. -
Cleanroom research and manufacturing processes frequently need very accurate humidity control. This is often termed “close humidity control” and can be as consistent as ±1%RH. This means the humidity provided must not deviate more than 1% above or 1% below a set point.
To achieve this the humidifier or dehumidifier must be able to respond very rapidly to a control signal coming from a humidistat, and ought to be able to fully modulate its output. A unit that is only capable of on/off operation will not be able to provide such close control than a unit with multiple stages of operation or fully modulating 0-100% operation.
Sensor accuracy is also vital. If a humidity control system is capable of very close control, at ±2%RH, but the humidistat is only providing ±5%RH accuracy, the humidity level will not be aligned to the application’s requirement.
Consistent temperature management is also essential for close humidity control. Deviations in the incoming air temperature will affect the relative humidity of the supply air from the humidity control system.
Benefits of Condair humidity control in cleanroom & laboratories
- Extensive expertise with many cleanroom and laboratory processes around the world
- Ability to provide innovative custom solutions for unique applications
- Comprehensive product range direct from the manufacturer to precisely meet customers' requirements
- Low energy systems that can reduce operating costs and improve humidity control
- Low maintenance systems to reduce on-going service requirements
- Expert in-house service team to support customers and provide consistent, reliable humidity control
- Galen Pharmaceutical
- Pfizer
- Boston Scientific
- Wellcome Trust
- Intel
- Medisense
- Millipore
- Oxford University
- IBM
- National Semiconductor
- GlaxoSmithKline
- Genzyme

Close humidity control
Get free expert advice on cleanroom humidity control

Free 10-point guide to cleanroom humidity control
This guide has been compiled from Condair's extensive experience across thousands of cleanroom humidity control projects.
It gives an overview of the 10 most important topics to consider when setting out on a cleanroom humidification or dehumidification project.

PODCAST: CLEANROOM HUMIDITY CONTROLLearn how to manage humidity in tightly controlled areas.
You may also be interested in...

Abattoir humidification

Swimming pool dehumidification

Humidity control for cheese curing

Home humidification

Dehumidifiers for power plants & steam turbines

Humidity control for bakeries

Vertical farms humidity control

Humidification for dust suppression
In-duct evaporative cooling strategies

